18020293157
熱門搜索:
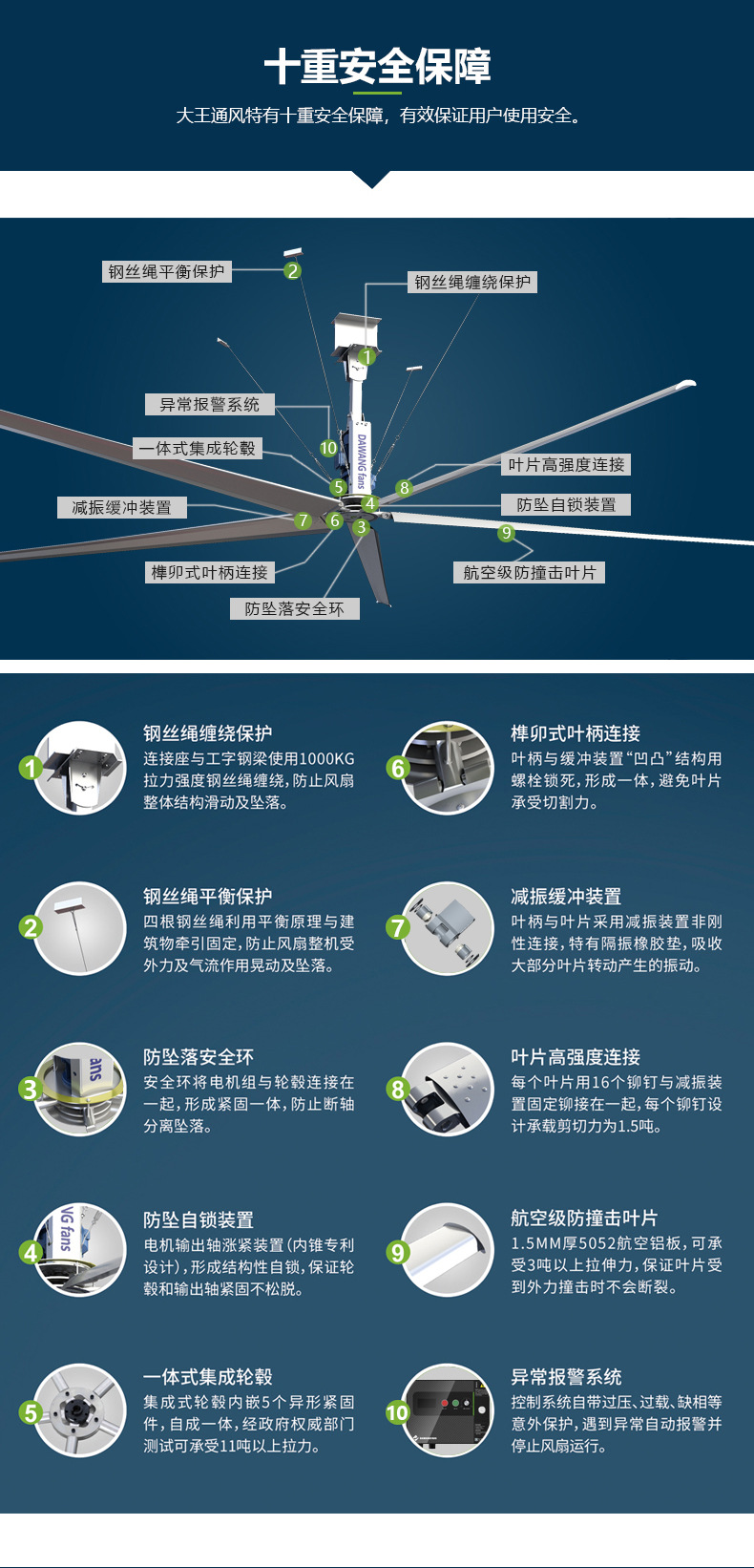
產品描述
Development, design, production and sales in one of the manufacturing enterprises
您是第2106623位訪客版權所有 ©2024-12-28 蘇ICP備16001800號-10
江蘇大王通風機械有限公司 保留所有權利.
手機網站
微信號碼
地址:江蘇省 無錫 惠山區堰橋街道堰錦路22號
聯系人:黃女士(經理)
微信帳號:
首頁
產品分類
熱線電話
在線咨詢